


Contáctenos
Todas sus cotizaciones serán respondidas dentro de 2 horas por nuestro soporte de ventas profesional.
Noticias de la industria
 Hogar / Noticias / Noticias de la industria / El valor fundamental del torno del eje Y en el mecanizado de compuestos moderno
Hogar / Noticias / Noticias de la industria / El valor fundamental del torno del eje Y en el mecanizado de compuestos moderno  2026.01.09
2026.01.09
 Noticias de la industria
Noticias de la industria
Contents
1. ¿Qué es la "verdadera Y"?
True Y (Real Y) se refiere a una máquina herramienta que posee una estructura de eje Y real e independiente.
Sus características principales incluyen:
En términos simples:
La verdadera Y es como un "camino real", donde la herramienta de corte puede moverse libremente hacia adelante y hacia atrás a lo largo de este camino.
2. ¿Qué es la "Y interpolada"?
El Y interpolado no es un eje físico independiente, sino que lo "calcula" el sistema CNC.
Su principio es:
En términos simples:
La Y interpolada se parece más a simular un movimiento hacia adelante "girando en las esquinas" constantemente en ausencia de una carretera; parece un eje Y, pero en realidad no existe.
3. Tabla comparativa de Y verdadera e Y interpolada
| Artículo de comparación | Eje Y verdadero | Y interpolada |
| ¿Es un eje físico independiente? | si | No |
| Método de conducción | Servoaccionamiento independiente | Interpolación de varillaje multieje |
| Rigidez y estabilidad | Alto | relativamente bajo |
| Precisión de mecanizado | Alto | Afectado por la precisión de la interpolación |
| Formas mecanizables | Fresado lateral complejo, formas excéntricas e irregulares | Contornos simples |
| Costo | Altoer | inferior |
1. Definition of the Z-axis
Método de determinación:
2. Definición del eje X
3. Definición del eje Y
4. ¿Cómo entender múltiples ejes Z como Z1 y Z2?
5. Definición de ejes rotativos (mecanizado compuesto/cinco ejes)
El eje Y no solo determina si la máquina puede completar procesos compuestos como el fresado lateral y el mecanizado excéntrico, sino que su precisión y estabilidad afectan directamente la calidad final de la pieza. Si el eje Y no está calibrado correctamente, incluso si las herramientas y el programa son completamente correctos, pueden ocurrir desviaciones dimensionales o errores de posición.
Impacto directo de la precisión del eje Y en la calidad del mecanizado
La precisión del eje Y se refleja principalmente en los siguientes indicadores clave de mecanizado:
La relación perpendicular entre el eje Y y los ejes X/Z determina si el plano de fresado lateral permanece a 90° con respecto al eje de referencia. Si hay una ligera inclinación, la superficie de fresado lateral mostrará errores de forma cónica o de la superficie.
El mecanizado excéntrico se basa en el desplazamiento preciso del eje Y. Cualquier desviación del punto cero o reacción provocará una desviación de la posición del orificio, lo que afectará directamente la precisión del ensamblaje.
Cuando se completan varios procesos con una sola sujeción, el eje Y debe moverse hacia adelante y hacia atrás con frecuencia. Su repetibilidad determina la consistencia y la estabilidad del lote del mecanizado.
Elementos comunes de calibración y ajuste para el eje Y
En el mantenimiento práctico de máquinas herramienta y la restauración de precisión, los elementos comunes de calibración y ajuste incluyen:
Esto generalmente implica el uso de escuadras de precisión, indicadores de cuadrante o equipos de medición láser para garantizar que los tres ejes satisfagan la relación ortogonal del sistema de coordenadas cartesiano derecho.
Al restablecer el punto de referencia y la posición cero mecánica, se evitan errores sistemáticos causados por la deriva del punto cero.
El juego generado durante el movimiento alternativo del eje Y se corrige mediante parámetros de compensación del sistema CNC para mejorar la consistencia del posicionamiento.
Esto incluye parámetros como curvas de aceleración/desaceleración, ciclos de interpolación y ganancia de servo, lo que garantiza un movimiento suave y receptivo del eje Y.
Un torno del eje Y, al introducir capacidades de movimiento del eje Y, permite que los equipos de torneado tradicionales realicen funciones de fresado y mecanizado de varillaje multieje.
La pieza de ejemplo es un eje escalonado que, además del diámetro exterior convencional y el mecanizado de la cara del extremo, requiere las siguientes características:
Si se utilizaran procesos tradicionales, estas características normalmente requerirían múltiples operaciones de sujeción, mientras que un torno del eje Y puede completarlas en una sola operación de sujeción.
Proceso de mecanizado detallado
La pieza de trabajo se sujeta en el mandril del husillo y el torneado de la cara final y del diámetro exterior se completa utilizando los ejes Z y X para establecer una referencia de mecanizado unificada.
El husillo cambia al modo de control del eje C para controlar con precisión el ángulo de rotación de la pieza de trabajo, proporcionando una referencia angular para fresado lateral y mecanizado excéntrico.
La herramienta avanza a lo largo del eje Z y el eje Y proporciona un desplazamiento lateral para completar el fresado lateral del plano. La estructura directa del eje Y proporciona mayor rigidez y calidad superficial en este proceso.
By setting the offset amount of the Y-axis and coordinating with the C-axis angle positioning, eccentric holes or eccentric grooves are machined, avoiding errors caused by secondary clamping.
Después de completar todas las funciones, se realiza el acabado y se verifican las dimensiones clave utilizando una sonda en la máquina o una función de medición en línea.
Encontrar la línea central correcta en un torno del eje Y es un requisito previo para garantizar la precisión del fresado lateral, los agujeros excéntricos y el mecanizado multiproceso. Si la línea central del eje Y está desplazada, se producirá directamente asimetría dimensional, errores de posición magnificados e incluso problemas de ensamblaje. Por tanto, este paso es crucial antes del mecanizado.
Métodos comunes de calibración y búsqueda de líneas centrales
Este es el método más utilizado y de menor costo. Al instalar un indicador de cuadrante en la torreta de herramientas o en el portaherramientas, el eje Y se mueve igualmente en direcciones positivas y negativas para verificar si el indicador regresa a cero, determinando así si el centro del eje Y es consistente con el centro del husillo. Este método es adecuado para calibraciones diarias y comprobaciones rápidas.
Se mecaniza una estructura simétrica (como planos simétricos izquierdo y derecho o ranuras de doble cara) en la pieza de trabajo. La posición central se verifica midiendo si las dimensiones después del mecanizado son consistentes. Este método es intuitivo y práctico, pero consume más material y es adecuado para la etapa de verificación del proceso.
Se utiliza principalmente para tornos de eje Y de alta gama o de precisión. Este método puede probar exhaustivamente la precisión, repetibilidad y linealidad del posicionamiento del eje Y, y es adecuado para la instalación y puesta en servicio de máquinas herramienta o para la verificación anual de la precisión.
Junto con el sistema de sonda en la máquina, el programa recopila datos automáticamente y calcula la desviación central, logrando una calibración automática rápida y repetible. Esto es adecuado para entornos de producción en masa.
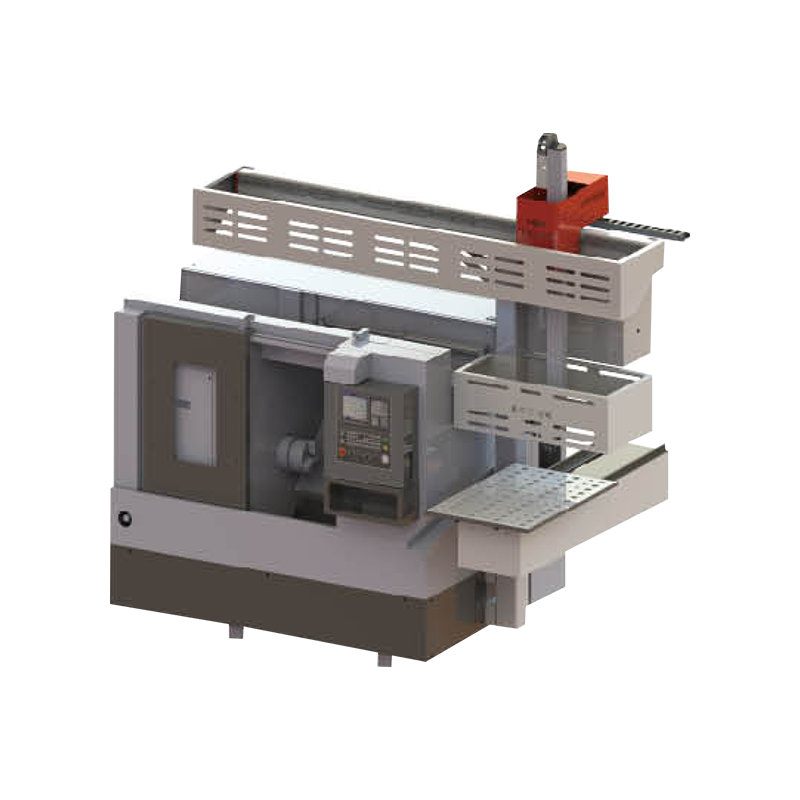
100MSY – Torno integrado con eje Y de tamaño pequeño a mediano
Ventajas principales
Parámetros típicos
Recomendado para:
Adecuado para mecanizar ejes complejos de tamaño pequeño a mediano y piezas en forma de disco, como piezas de automóviles, ejes de bombas y piezas accesorias; líneas de producción con presupuestos moderados y espacio limitado.

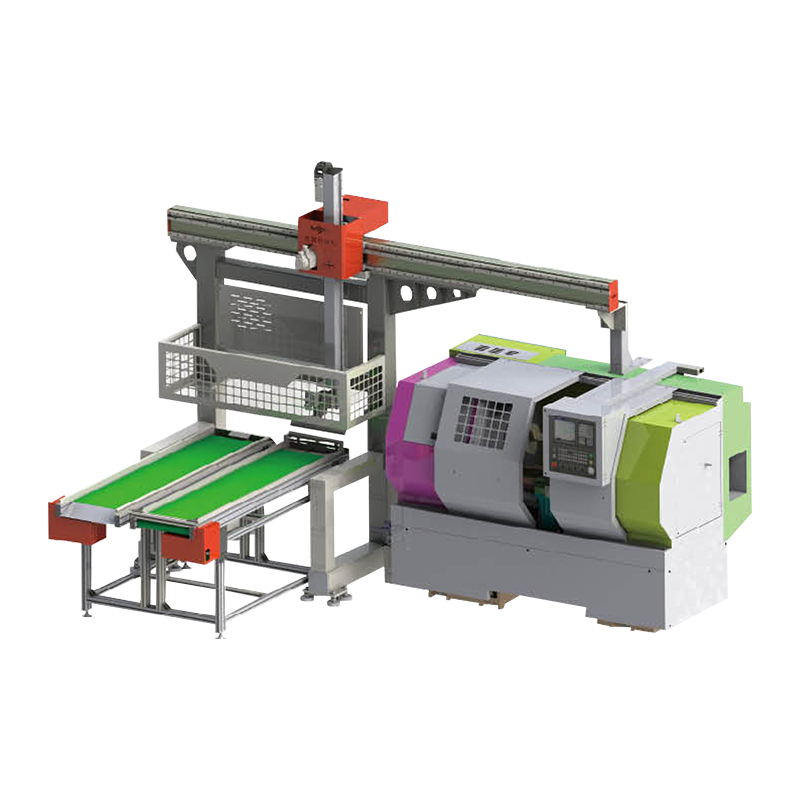
200MSY – Centro de mecanizado de torneado y fresado versátil con eje Y
Ventajas principales
Parámetros típicos
Recomendado para
Adecuado para piezas de trabajo complejas de tamaño mediano que requieren torneado y fresado integrados, como ejes, rotores, acoplamientos y bridas grandes; Adecuado para líneas de producción de capacidad media a alta.

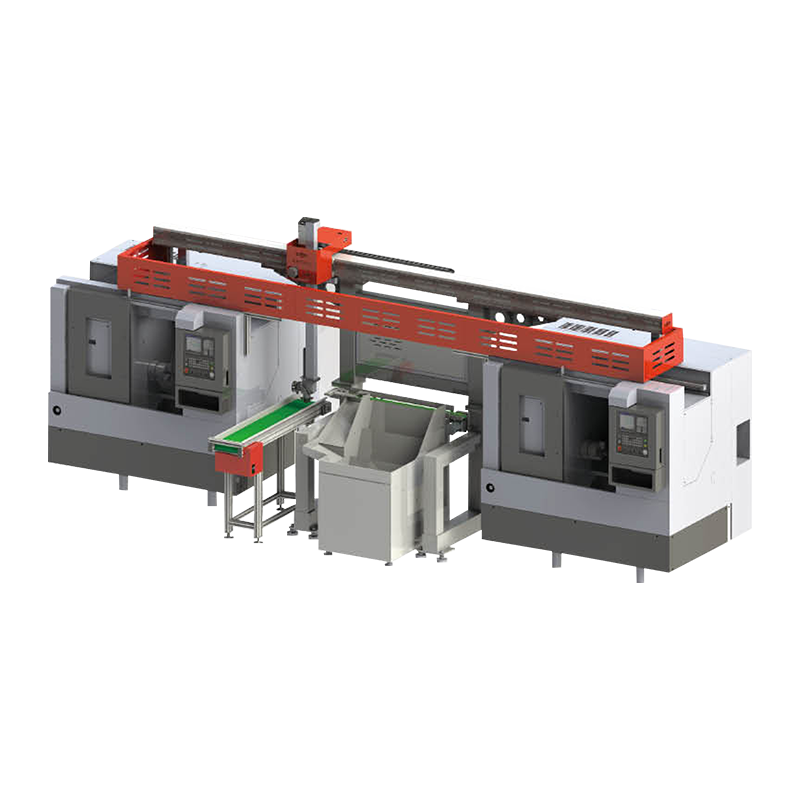
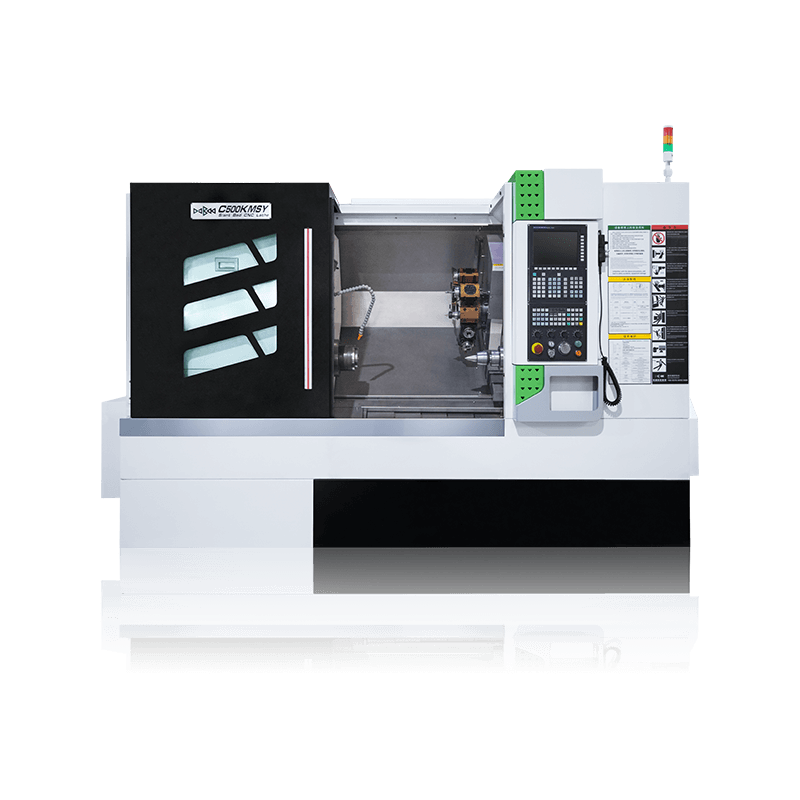
C500K RMS – Torno de bancada inclinada con eje Y de servicio pesado
Ventajas principales
Parámetros típicos
Razones de la recomendación
Corte pesado, gran tamaño, mecanizado complejo de orificios y ranuras y requisitos de procesamiento profundo, como piezas de maquinaria de ingeniería, piezas grandes de disco/eje y componentes de alta resistencia.
Sugerencias de referencia de selección
Selección basada en el tamaño y la complejidad de la pieza de trabajo.
Selección basada en la automatización y la eficiencia de la producción.
Selección basada en capacidad y futura expansión.
Los tres modelos tienen enfoques diferentes
PRODUCTOS RECOMENDADOS
Todas sus cotizaciones serán respondidas dentro de 2 horas por nuestro soporte de ventas profesional.
Utilice piezas y componentes confiables para garantizar calidad del producto.
Puede esperar que su pedido se complete dentro de los 60 días posteriores a la realización del pedido.
Podrás disfrutar durante un año de todos nuestros productos.
sales@east-cnc.com
Área industrial de Shangma, ciudad de Shitang, ciudad de Wenling, Taizhou, Zhejiang, China.
Derechos de autor © Taizhou Eastern CNC Technology Co., Ltd.
