


Contáctenos
Todas sus cotizaciones serán respondidas dentro de 2 horas por nuestro soporte de ventas profesional.
Noticias de la Industria
 Inicio / Noticias / Noticias de la Industria / Tornos CNC de doble torreta y de doble husillo: diferencias clave para seleccionar un centro de mecanizado
Inicio / Noticias / Noticias de la Industria / Tornos CNC de doble torreta y de doble husillo: diferencias clave para seleccionar un centro de mecanizado  2026.06.26
2026.06.26
 Noticias de la Industria
Noticias de la Industria
Contents
Tornos CNC de doble torre y los tornos CNC de doble husillo son dos configuraciones de máquinas herramienta que se analizan juntas con frecuencia en el campo de la fabricación de piezas de precisión. Si bien ambos apuntan a aumentar la eficiencia, abordan diferentes desafíos: uno se centra en el lado de las herramientas, mientras que el otro se centra en el lado del husillo. Confundir estos conceptos puede fácilmente provocar una mala selección de equipos. Este artículo analiza las diferencias (que abarcan la lógica estructural, la idoneidad del proceso y los costos de mantenimiento) para ayudar a los compradores a evitar errores comunes durante el proceso de selección.
Cuando se encuentran con estos tipos de máquinas, muchas personas las ven erróneamente como meras variaciones del mismo equipo. En realidad, sus filosofías de diseño fundamentales difieren significativamente.
El concepto central detrás del torno CNC de doble torreta es simple: si una sola torreta carece de suficientes estaciones de herramientas, simplemente agregue otra. Las dos torretas funcionan de forma independiente y cada una es capaz de contener diferentes tipos de herramientas. Coordinados por el sistema CNC, pueden cortar la pieza simultáneamente o en secuencia alterna. La lógica para reducir el tiempo del ciclo es sencilla: con dos herramientas cortando a la vez, el proceso naturalmente lleva menos tiempo.
El enfoque adoptado por el torno CNC de doble husillo es completamente diferente. Su atención no se centra en "cuántas herramientas cortan simultáneamente", sino en "hasta dónde puede avanzar la pieza de trabajo dentro de la máquina". Una vez que el husillo principal completa las operaciones del lado frontal, la pieza de trabajo se transfiere directamente al husillo secundario, sin salir de la máquina ni requerir voltear manualmente, para completar el mecanizado del lado posterior o del extremo. Todo el proceso se completa en un único ciclo de sujeción.
En resumen: el diseño de doble torreta amplía la dimensión de las herramientas, mientras que el diseño de doble husillo amplía la dimensión del flujo de la pieza de trabajo. Para tomar la decisión correcta, identifique dónde se encuentra su cuello de botella (herramientas o flujo de piezas de trabajo) y la dirección correcta quedará clara.
Si bien el torno CNC de doble torreta no es una solución universal, ofrece claras ventajas en escenarios específicos.
Las dos torretas pueden trabajar en colaboración; por ejemplo, una maneja el diámetro exterior mientras la otra mecaniza simultáneamente el orificio interior o la cara del extremo. Para piezas de trabajo con características concentradas en un extremo y que requieren numerosos pasos de mecanizado, este modo de corte sincrónico puede reducir significativamente los tiempos de ciclo. Cuanto mayor sea el tamaño del lote, más pronunciado será el efecto acumulativo de este ahorro de tiempo.
Una configuración de torreta doble duplica efectivamente el número de estaciones de herramientas disponibles. Para familias de piezas que requieren operaciones diversas y cambios frecuentes de herramientas, las máquinas de una sola torre a menudo enfrentan una escasez de estaciones de herramientas, lo que obliga a hacer concesiones. Las configuraciones de torreta doble ofrecen una mayor flexibilidad en el diseño de las herramientas, lo que reduce el tiempo de inactividad causado por las limitaciones de la estación de herramientas.
Los ejes delgados y los componentes tubulares son propensos a vibrar durante el giro debido al voladizo excesivo. Una configuración de torreta doble permite una división del trabajo en la que una torreta realiza el corte mientras la otra proporciona soporte auxiliar, mejorando así la estabilidad del mecanizado de componentes de eje largo.
Mientras que el valor de las torretas dobles reside principalmente en la eficiencia del corte, el valor de los husillos dobles se encuentra más en la gestión de la sujeción de piezas y en la integridad del mecanizado.
Cada vez que se vuelve a sujetar una pieza, se debe restablecer el punto de referencia. Para piezas con requisitos estrictos en cuanto a coaxialidad y perpendicularidad de los extremos, los errores acumulativos que surgen de múltiples operaciones de sujeción siguen siendo una fuente de incertidumbre, incluso con sistemas de posicionamiento altamente precisos. Las máquinas de doble husillo integran el mecanizado frontal y posterior en un único ciclo de sujeción, eliminando estructuralmente la etapa donde se acumulan dichos errores.
Al realizar mecanizado frontal y posterior en una máquina de un solo husillo, los operadores deben voltear manualmente la pieza de trabajo y reajustar las herramientas. En las máquinas de doble husillo, la transferencia de piezas de trabajo está automatizada por el sistema de control, lo que elimina la necesidad de que un operador permanezca esperando para voltear las piezas. Esto es muy importante para líneas de producción con una dotación mínima de personal o para operaciones en turnos nocturnos sin personal.
Los componentes como bridas, soportes de cojinetes y ejes cortos suelen presentar requisitos de mecanizado en ambos extremos. Estas piezas de trabajo son la aplicación ideal para tornos de doble husillo. El subhusillo se hace cargo de las operaciones de la parte trasera, lo que permite mecanizar toda la pieza en una sola pasada dentro de la máquina, garantizando eficiencia y consistencia.
Al seleccionar una máquina, varias dimensiones de diferencia justifican una evaluación cuidadosa.
La mayoría de los tornos de doble torre están configurados con un solo husillo, lo que requiere intervención manual para mecanizar tanto la parte delantera como la trasera. Por el contrario, los tornos de doble husillo completan el mecanizado por ambos lados dentro de la propia máquina; la pieza de trabajo nunca sale de la máquina, lo que resulta en una cadena de proceso de mecanizado más completa.
Para las máquinas de doble torreta, las ganancias en el tiempo de ciclo provienen del corte simultáneo: dos herramientas que cortan a la vez reducen el tiempo de corte real. Para las máquinas de doble husillo, las ganancias provienen de la eliminación del tiempo sin corte, específicamente, el tiempo dedicado a esperar a que se voltee y vuelva a sujetar la pieza. Estas lógicas de eficiencia no se pueden comparar directamente; Se deben considerar los pasos del proceso específicos requeridos para la pieza de trabajo.
La lógica de mantenimiento de las máquinas de doble torreta es similar a la de los tornos CNC convencionales, y los procedimientos de solución de problemas para los sistemas de torreta suelen ser familiares para los técnicos. Las máquinas de doble husillo, sin embargo, incorporan un mecanismo de transferencia de subhusillo adicional y una lógica de control de sincronización. En consecuencia, los requisitos técnicos para el mantenimiento y la resolución de problemas son mayores, exigiendo una mayor experiencia por parte del personal de mantenimiento.
Ambos tipos de máquinas pertenecen a la categoría de equipos CNC de gama media a alta. Si bien existe una diferencia de precio entre ellos, el costo no es el único criterio de selección. Más allá del precio de compra de la máquina, hay que considerar costos integrales como modificación de la línea de producción, períodos de capacitación de los operadores y tiempos de repuestos; confiar únicamente en el precio de compra puede llegar a una conclusión unilateral.
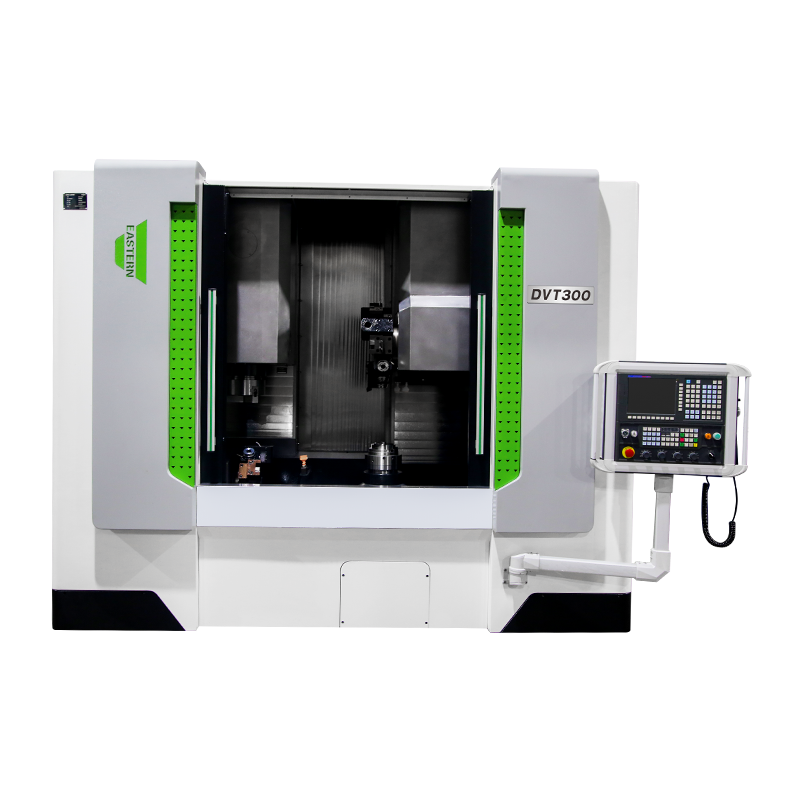
el DVT300 de doble husillo El torno CNC vertical de doble torreta es un centro de mecanizado multitarea de alta eficiencia desarrollado por Taizhou Dongfang CNC Technology Co., Ltd. Aprovecha años de experiencia en la fabricación de tornos verticales e integra tecnologías nacionales e internacionales avanzadas. Con un diseño innovador con husillos verticales dobles y torretas dobles, la máquina permite el procesamiento simultáneo de dos piezas de trabajo o el mecanizado completo de ambos lados de una sola pieza de trabajo en una configuración de sujeción, simplificando drásticamente los procesos secuenciales tradicionales. La transferencia directa de piezas entre husillos garantiza la precisión de sujeción sin la necesidad de un brazo robótico, lo que aumenta la eficiencia del mecanizado hasta en un 50 % y reduce significativamente los costos de mano de obra.
el machine tool features a high machining diameter of 300 mm and a machining height of 400 mm. It is equipped with an 8-inch hydraulic chuck, a high-torque servo spindle, and a 12-station live-tool turret. It offers robust capabilities for turning, threading, and machining spherical, conical, and end-face surfaces, as well as grooves and complex rotational geometries; milling and drilling functions are available as options.
Cada torreta suele tener sus propios ejes servoaccionados independientes, lo que permite un posicionamiento y avance independientes bajo el control multicanal del sistema CNC. Sin embargo, el grado de "independencia" varía; Los métodos de implementación con respecto a la asignación de ejes y el control de interpolación difieren según las marcas y los sistemas de control. Algunos modelos admiten la expansión del eje Y en las torretas, lo que aumenta aún más los grados de libertad. Antes de realizar la compra es imprescindible verificar la configuración de canales del sistema de control y cómo se coordinan las dos torretas a nivel de programación.
La transferencia de piezas se basa en la sincronización del husillo; en el momento de la transferencia, ambos husillos operan a la misma velocidad y fase de rotación, siendo las acciones de sujeción ejecutadas por el sistema de control según una secuencia preestablecida. La precisión de la transferencia está influenciada por tres factores: la resolución del codificador del husillo, la velocidad de respuesta del sistema de sujeción y la calidad del ajuste de los parámetros de control. Para piezas de trabajo con estrictos requisitos de coaxialidad, los parámetros de transferencia generalmente deben verificarse repetidamente en condiciones de mecanizado reales en lugar de simplemente usar configuraciones predeterminadas.
Cuando dos conjuntos de fuerzas de corte actúan simultáneamente sobre la pieza de trabajo, discrepancias significativas en los parámetros pueden provocar fácilmente vibraciones en la pieza de trabajo o fluctuaciones en la carga del husillo. Los enfoques comunes incluyen equilibrar la distribución de la profundidad de corte y las velocidades de avance entre las dos torretas, escalonar los tiempos de entrada de las torretas durante la programación y establecer parámetros de corte conservadores para las tiradas de producción iniciales, dejando un margen para la rigidez del sistema antes de optimizar gradualmente las configuraciones.
el decision is primarily based on the workpiece's process requirements. If the workpiece is predominantly a rotational part with operations concentrated on the outer diameter, inner bore, and end faces, a dual-turret lathe is usually more efficient and targeted. If the workpiece involves significant milling, drilling, or tapping operations in addition to turning—especially when these operations are distributed across multiple planes—a turn-mill centre offers greater suitability. The boundary between the two is not absolute; process analysis is the direct method for making this determination.
Las especificaciones del subhusillo varían significativamente según los diferentes modelos de máquinas. En algunos modelos, el subhusillo es esencialmente equivalente al husillo principal en términos de potencia, rango de velocidad y tamaño del mandril, lo que le permite manejar tareas de corte estándar de alta resistencia. En otros modelos, el subhusillo está diseñado para operaciones auxiliares de acabado; con especificaciones más pequeñas, es más adecuado para cortes ligeros o pasadas de acabado. Al seleccionar una máquina, compare el rango de potencia y velocidad del subhusillo con los parámetros de corte reales requeridos para las operaciones de la parte trasera de la pieza de trabajo para garantizar que satisfagan las necesidades y evitar comprometer las capacidades de mecanizado debido a especificaciones insuficientes del subhusillo.
PRODUCTOS RECOMENDADOS
Todas sus cotizaciones serán respondidas dentro de 2 horas por nuestro soporte de ventas profesional.
Utilice piezas y componentes confiables para garantizar calidad del producto.
Puede esperar que su pedido se complete dentro de los 60 días posteriores a la realización del pedido.
Podrás disfrutar durante un año de todos nuestros productos.
Área industrial de Shangma, ciudad de Shitang, ciudad de Wenling, Taizhou, Zhejiang, China.
Derechos de autor © Taizhou Eastern CNC Technology Co., Ltd.
